沖壓大直徑封頭專用2000噸四柱液壓機介紹
山東威力重工生產(chǎn)的封頭拉伸四柱液壓機���,適用于金屬板材的冷壓彎曲�����、拉伸成形等工藝�,是生產(chǎn)大型封頭、拉伸圓筒�、大型金屬容器的專用設備。沖壓大直徑封頭專用2000噸四柱液壓機采用四柱式�,結構簡單,經(jīng)濟實用���,以四立柱為導向�����。精度要求較高的封頭件采用預應力框架結構����,以四角八面平面導軌導向,導向精度高���,抗偏載能力強���。
 拉伸大直徑封頭液壓機
拉伸大直徑封頭液壓機
山東威力重工封頭液壓機實現(xiàn)了封頭壓制過程的進料、對中���、涂油��、壓制���、出料等全自動化,沖壓大直徑封頭專用2000噸四柱液壓機提高了封頭加工效率����、質量和減輕了工人的勞動強度���。根據(jù)壓制的封頭工藝,熱壓成型以及冷壓成型�����,拉伸封頭液壓機選用四柱式機型生產(chǎn)設備����,選用315噸����、500噸、630噸���、800噸��、1000噸�、2000噸��、3000噸四柱液壓機���,配合模具快速一次成型�����。

冷壓封頭專用液壓機
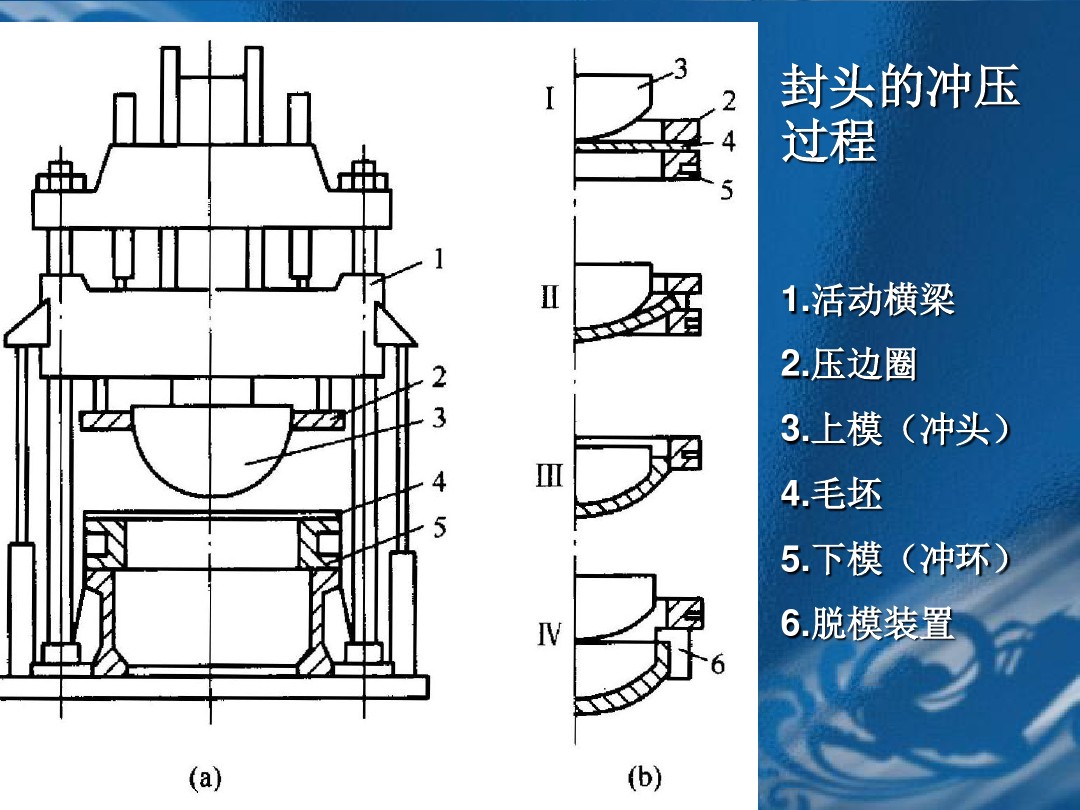
碳鋼�,不銹鋼,合金鋼封頭成型工藝規(guī)程包括沖壓大直徑封頭專用2000噸四柱液壓機沖壓成形���、脫模�����、坡口加工����、封頭整形以及熱處理這幾個方面��,具體有哪些要求呢!
一����、沖壓大直徑封頭專用2000噸四柱液壓機沖壓成形
(1)不銹鋼封頭進行熱壓時,應將上下胎模進行預熱��,預熱溫度應在150℃以上����。
(2)毛坯鋼板出爐后�,應立即放到胎膜上��,同時還要清理毛坯上的氧化皮和雜物���,并迅速校正��,以保證沖壓時溫度不低于終壓溫度���。
(3)對于薄壁封頭,為了避免出現(xiàn)鼓包皺褶等現(xiàn)象�,可采用兩次成形法。第一次沖壓應采用比上沖模直徑小200mm左右的下拉環(huán)����,將毛坯沖壓成碟形;第二次沖壓則采用與封頭規(guī)格相配合的上下模具�,最后沖壓成型工。
(4)對封頭進行壓制時����,沖壓大直徑封頭專用2000噸四柱液壓機速度應與厚度相適應,以免造成封頭減薄量過大或終壓溫度過低�。
 拉伸封頭工藝
拉伸封頭工藝
二、脫模
(1)在封頭下部應墊上緩沖物,以免碰壞封頭�����。
(2)使用專用卡環(huán)��,擋住封頭邊緣�����,當上模提升時����,封頭脫落。
(3)沖壓大直徑封頭專用2000噸四柱液壓機沖壓封頭脫模后��,需冷至550℃以下時才能吊運���,以防封頭發(fā)生變形��。如果封頭有試板��,則應把試板放入封頭內�����,一起進行冷卻���。
山東威力重工四柱液壓機���,框架式液壓機,龍門液壓機��,單臂液壓機等液壓機設備型號齊全�,采購本公司液壓機請電話咨詢:18306370978(同微信)
本文由液壓機廠家整理,轉載請注明來自:m.cv0j.cn
站")

品中心")
 [二維碼掃一掃]
[二維碼掃一掃]")
")






設備1200噸封頭液壓機")
